


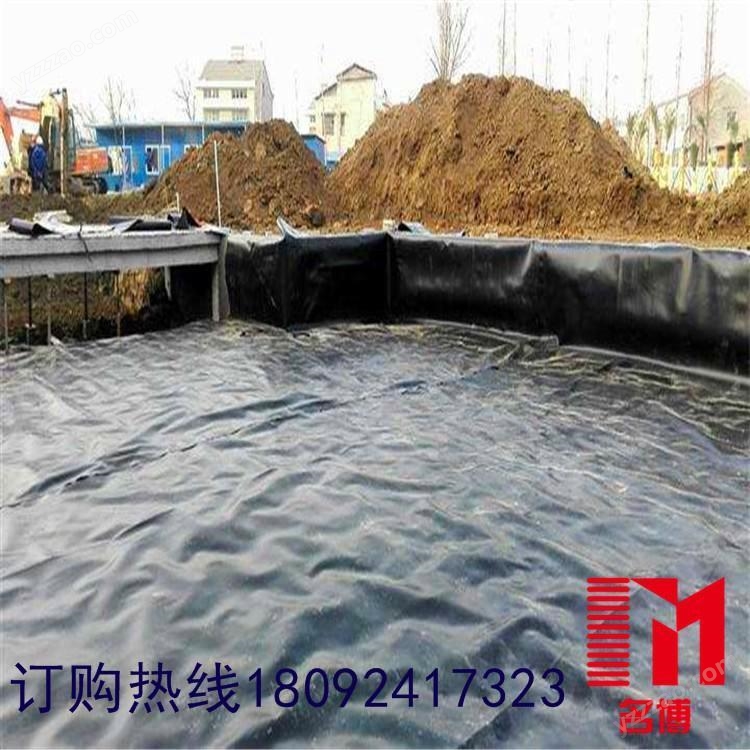



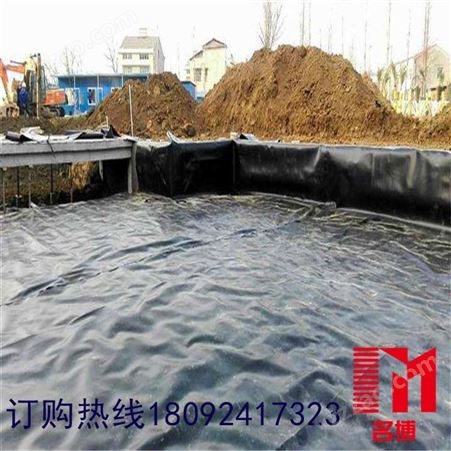

折叠焊接
1.热锲焊机焊接工序分为:调节压力 设定温度 设定速度 焊缝搭接检查 装膜入机 启动马达 加压焊接。
2.接缝处不得有油污、灰尘,HDPE土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正式焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
4.焊缝要求整齐、美观、不得有滑焊、跳走现象。
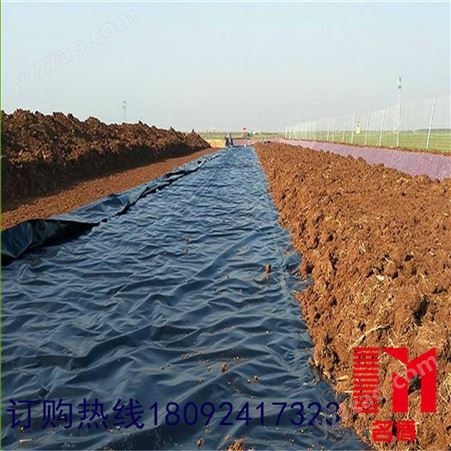
5.在遇上土工膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
6.相邻土工膜焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。
7.焊膜时不许压出死折,铺设HDPE土工膜时,根据当地气温变化幅度和HDPE土工膜性能要求,预留出温度变化引起的伸缩变形量。
8.当手提焊机的温度控制所指示的焊机温度低于200℃时,要用干净的布或棉纱掸掉再焊,必要时应重新打磨,切忌用手擦试。
9.当接缝处有结露、潮湿、泥沙等影响时,处理后再进行焊接。 10.在下雨期间或接缝有潮气、露水、或者大沙的情况下不能进行焊接,但采取防护措施是除外。
11.温度低于5℃时,按照规范要求不应施工,如果必须施工的话,焊接前应对焊机进行预热处理。
12.挤压焊接机在焊接过程中,应该经常检查枪头的滑块,磨损较严重时应及时更换滑块,以免损伤膜面。
13.土工膜在焊接时应该采用稳压性能好的发电机供电,在特殊情况下采用当地用电时,必须使用稳压器。




技术参数
序号 | 项目 | 指标 | |
普通 | 环保用 | ||
1 | 厚度 mm | 0.2~4 | |
2 | 宽度 m | 2.5~8 | |
3 | 拉伸强度(纵横)MPa | ≥17 | ≥25 |
4 | 断裂伸长率(纵横)% | ≥450 | ≥550 |
5 | 直角撕裂强度 N/mm | ≥80 | ≥110 |
6 | 炭黑含量% | 2.0-3.0 | 2.0-3.0 |
7 | 耐环境应力开裂F20 | ≥1500 | |
8 | -70℃低温冲击脆化性能 | 通过 | |
9 | 200℃氧化诱导时间 | ≥20 | |








所有评论仅代表网友意见,与本站立场无关。