








我公司生产各种等离子切割机,LGK逆变IGBT等离子切割机、LGK8晶闸管等离子切割机、数控小便携等火两用切割机,其中LGK系列主要有LGK40、LGK60、LGK80、LGK100、LGK120、LGK160、LGK200 LGK270、LGK300、LGK315、LGK400等多种型号,欢迎!!!
以上价格为定金


电流预置,数字显示,操作更便捷。
IGBT模块逆变技术,低成本,性价比高。
具有自锁、非自锁功能,降低劳动者工作强度。
具有检气功能。
高频非接触引弧,起弧容易。
三重保护,过流、过热、气压过低保护功能。
使用方便,维修便利。
应用范围
工业
功能
建议输入电源线:≥4mm2
建议输出电缆线:≥16mm2
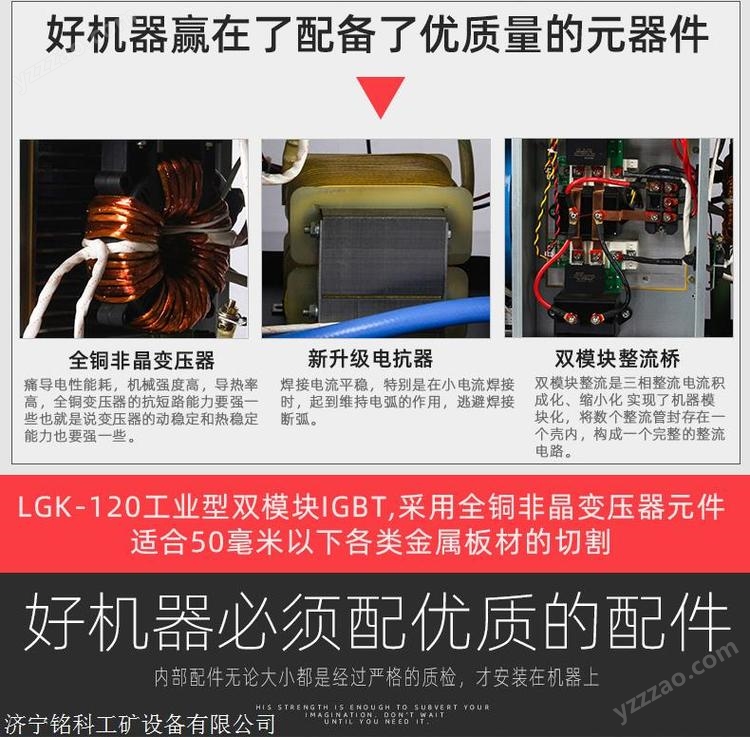
■ 采用*的 IGBT 逆变技术进行精密的反馈控制, 电流输出稳定;
■ 电流缓升功能,减少起弧冲击,降低割配件消耗;
■ 气压、水压传感器,有效保护割,防止割意外损坏;
■ 逆变控制电源:体积小,重量轻,可安装于数控切割机横梁上工作;效率高,能耗低,极大的降低使用成本。
■ 机用型设置:起弧成功信号,弧压信号,两路供气控制,弧压输出功能;特别使用数控、机器人切割。
LGK40LGK60LGK100LGK160
电源电压(v)AC220V±10%AC380V±10%AC380V±10%AC380V±10%
频率(HZ)50/6050/6050/6050/60
额定输入电流(A)301223.144.3
空载电压(V)
输出电流调节(A)10020-160
额定输出电压(V)
额定负载持续率(%)
空载损耗(W)
效率(%)
功率因数0.730.930.930.93
绝缘等级FFFF
外壳防护等级IP21IP21IP21IP21
起弧方式接触起弧接触起弧非接触起弧非接触起弧
切割时空气压缩机压力(KG)4-54-54-54-6
推荐切割厚度(mm)1-101-201-301-45
一、切割电流
它是 重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力。切割电流越大,提高切割能力,增加切割速度,增加了切割口的宽度,增快了割嘴的损伤速度,增加成本。所以在切割前要根据材料的厚度正确选用切割电流。
二、切割速度
佳切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。速度的高低直接了影响切割质量,越高和越低都不好。
三、电弧电压
一般认为电源正常输出电压即为切割电压。等离子切割机通常有较高的空载电压和工作电压。当电流一定时,电压的提高意味着电弧焓值的提高和切割能力的提高。如果在焓值提高的同时,减小射流的直径并加大气体的流速,往往可以获得更快的切割速度和更好的切割质量。
四、喷嘴高度
指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于数控等离子切割机弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压增大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的能量增多。
在两个因素综合作用的情况下,前者的作用往往被后者所抵消,反而会使有效的切割能量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。
五、切割功率密度
为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度增大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效能量要要比电源输出的功率小,其损失率一般在25%-50%之间,有些方法如水压缩等离子弧切割的能量损失率会更大,在数控等离子切割机进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。


关于LGK等离子切割机的介绍就到这里,朋友们,您对济宁铭科等离子切割机了解了吗?如果有需要快拿起我们订购吧!!!另外我公司还生产工业交流电焊机、逆变直流便携式电焊机、手工焊机、二保焊机、氩弧焊机、交直流氩弧焊机、多工位交直流电焊机、ZPG6多工位直流电焊机、硅整流电焊机、晶闸管电焊机,欢迎选购!!!







所有评论仅代表网友意见,与本站立场无关。