




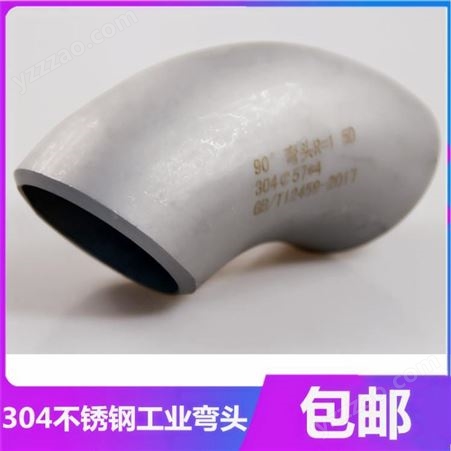




鑫展304不锈钢弯头 316不锈钢焊接弯头 工业级冲压无缝不锈钢弯头 90度弯头
90度不锈钢弯头焊接技术要求
由于不锈钢90度弯头大小不一,按照不锈钢管件的焊接的地方,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d>Φ159 mm的采用氩弧焊打底,手工电弧焊盖面。d≦Φ159 mm的全用氩弧焊。不锈钢管件焊接技术要求如下:
①手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接;
②焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮洗濯;焊条应在200-250℃烘干1h,随取随用;
③焊前将工件坡口两侧25 mm范围内的油污等清理干净,并用丙酮洗濯坡口两侧25 mm范围;
④氩弧焊时,喷嘴直径Φ2 mm,钨极为钵钨极,规格Φ2.5 mm;
⑤氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。采用在管道内局部充氩的方法,流量为5-14L/min,正面氩气流量为12一13L/min。
打底焊时焊缝厚度应尽量薄,与根部熔合杰出,收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。

碳钢材质:20,20G,L245 PSL2,Gr.B,Q345B,25MnG,Q345B,Gr.C,Q235B,20#,Q245R,Q245PF,Gr.60,20Mn,Q345B,Q345R,Gr.70。
不锈钢材质:06Cr19Ni10/S30408,TP304,304,022Cr19Ni10/S30403,TP304L,304L,07Cr19Ni10/S30409,TP304H,304H,06Cr25Ni20/S31008,TP310S,310S,06Cr17Ni12Mo2/S31608,TP316,316,022Cr17Ni12Mo2/S31603,TP316L,316L,07Cr17Ni12Mo2/S31609,TP316H,316H,06Cr18Ni11Ti,S32168,TP321,321,07Cr19Ni11Ti/S32169,TP321H,321H,06Cr18Ni11Nb,S34778,TP347,347,07Cr18Ni11Nb/S34779,TP347H,347H,022Cr22Ni5Mo3N/S22253,S31803,022Cr23Ni5Mo3N/S22053,S32205,022Cr25Ni7Mo4N/S25073,S32750。
合金钢材质:12Cr1Mo,P11,15CrMo,15CrMoG,P12,12Cr1MoV,12Cr1MoVG,12Cr2Mo,12Cr2MoG,P22,12Cr5Mo,P5,12Cr9Mo,P9,10Cr9Mo1VNbN,P91 14Cr1MoR,11,15CrMoR,12,12Cr1MoVR,12Cr2Mo1R,22,5,9,91。
低温钢材质:20,20G,Gr.B,10MnDG,Gr.6,16MnDG,Q345E,06Ni3MoDG,Gr.3,Gr.8,Q245R,Gr.60,Gr.65,16MnDR,Gr.70,08Ni3DR,Gr.D,Gr.E,06Ni9DR,A353









所有评论仅代表网友意见,与本站立场无关。