









生产制作工艺:
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



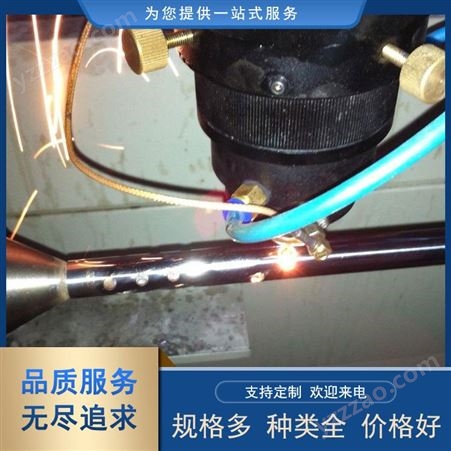
焊接加工工艺:
焊接是指通过加热或加压,使焊件结合的一种加工方法。根据焊接过程的不同,焊接方法可分为压焊、熔焊和钎焊三大类,其中又以熔焊中的电弧焊应用。
熔焊:将待焊处的母材金属熔化,但不加压力以形成焊缝的焊接方法。
压焊:在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法,包括固态焊、热压焊、锻焊、扩散焊、气压焊及冷压焊等。
钎焊:利用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而实现连接焊件的方法。根据使用钎料的不同,可分为硬钎焊和软钎焊两类。
钢管焊接管道加工 技术指标 定制各种尺寸 工艺流程合理 莱迪科技


所有评论仅代表网友意见,与本站立场无关。