
2023年05月27日 12:51:06 来源:山特维克可乐满切削刀具(上海)有限公司北京分公司 >> 进入该公司展台 阅读量:28

镗削是一种扩孔或改进现有孔质量的加工工艺。对于镗孔,无论粗镗还是精镗,都有多种灵活的刀具系统用于宽泛的孔径的加工。
这些初始考虑因素将影响镗削刀具的选择及其在镗孔时的应用方式。
孔的质量影响工序类型和刀具选择。
考虑孔尺寸、限制因素和质量要求:

通孔

盲孔
阶梯孔

交叉孔/断续切削
确定工序类型是粗镗还是精镗:
加工现有孔,重点是去除金属,从而为精镗做好准备。现有孔采用钻削、铸造、锻造孔,以及火焰切割等方法加工而成。适用于大于等于IT9的孔公差。
加工现有孔,以获得严密的孔公差和高表面质量。小切深,通常小于0.5 mm (0.020英寸)。适用于IT6-IT8的孔公差。
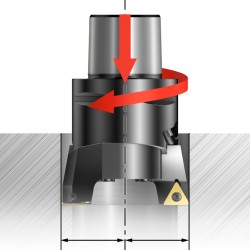
粗镗
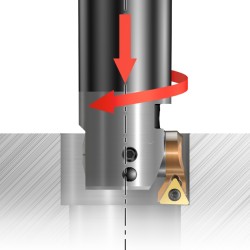
精镗
确定要加工的工件类型。

重要的机床考虑因素:




