
2023年05月27日 12:48:58 来源:特鲁利(苏州)材料科技有限公司 >> 进入该公司展台 阅读量:29
O 获取感兴趣的截面
O 获得一个初始平面
O 获取便于后续操作的试样
O 试样尺寸较大或形状不规则

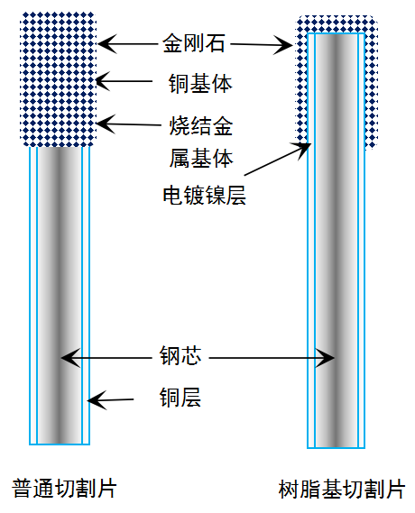
砂轮切割片
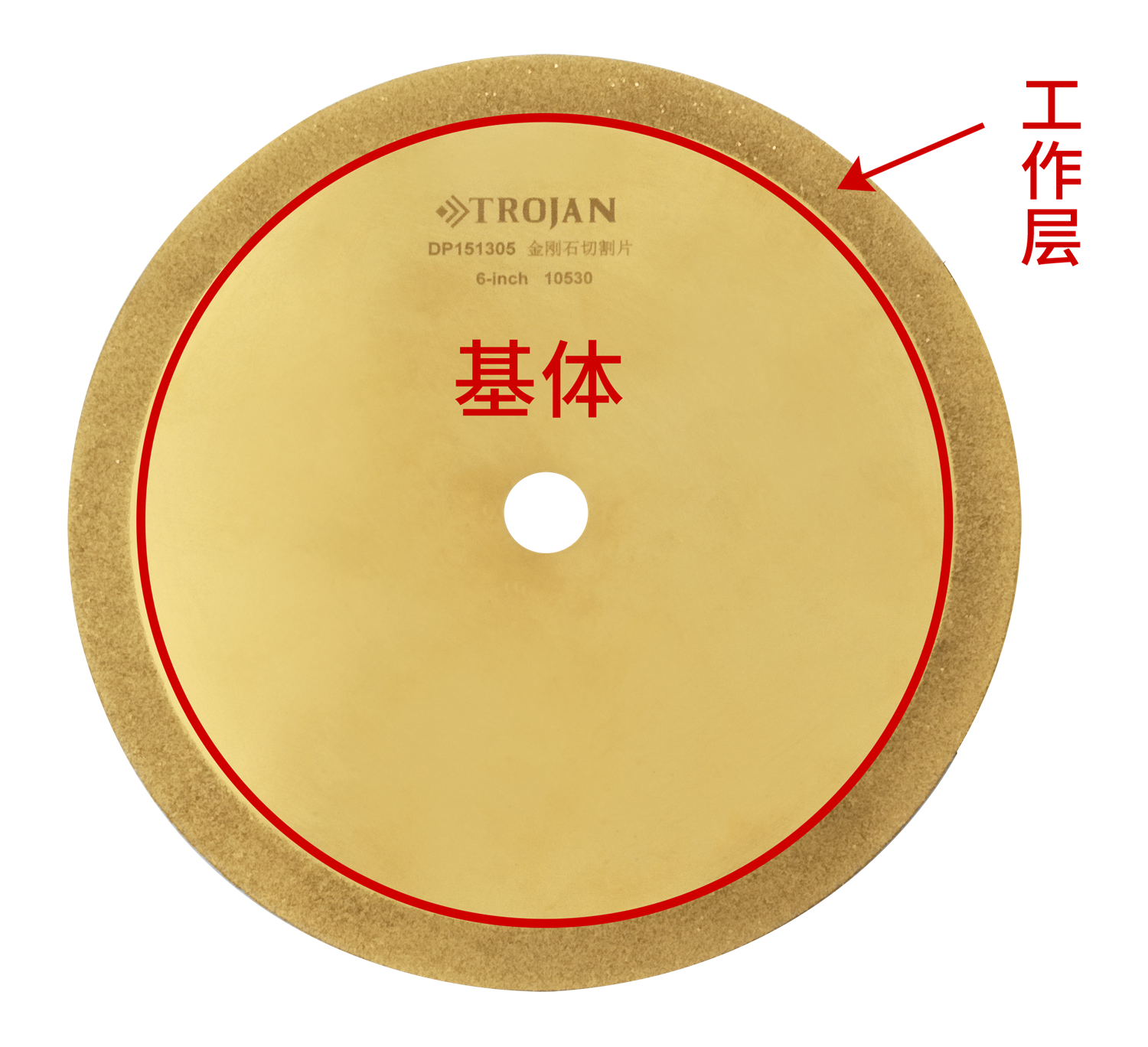
金刚石切割片
-单晶金刚石:最硬
-立方氮化硼(CBN)比金刚石稍软
-按使用性能选择
-烧结、电镀
-切割刀刃只在锯片的外边缘
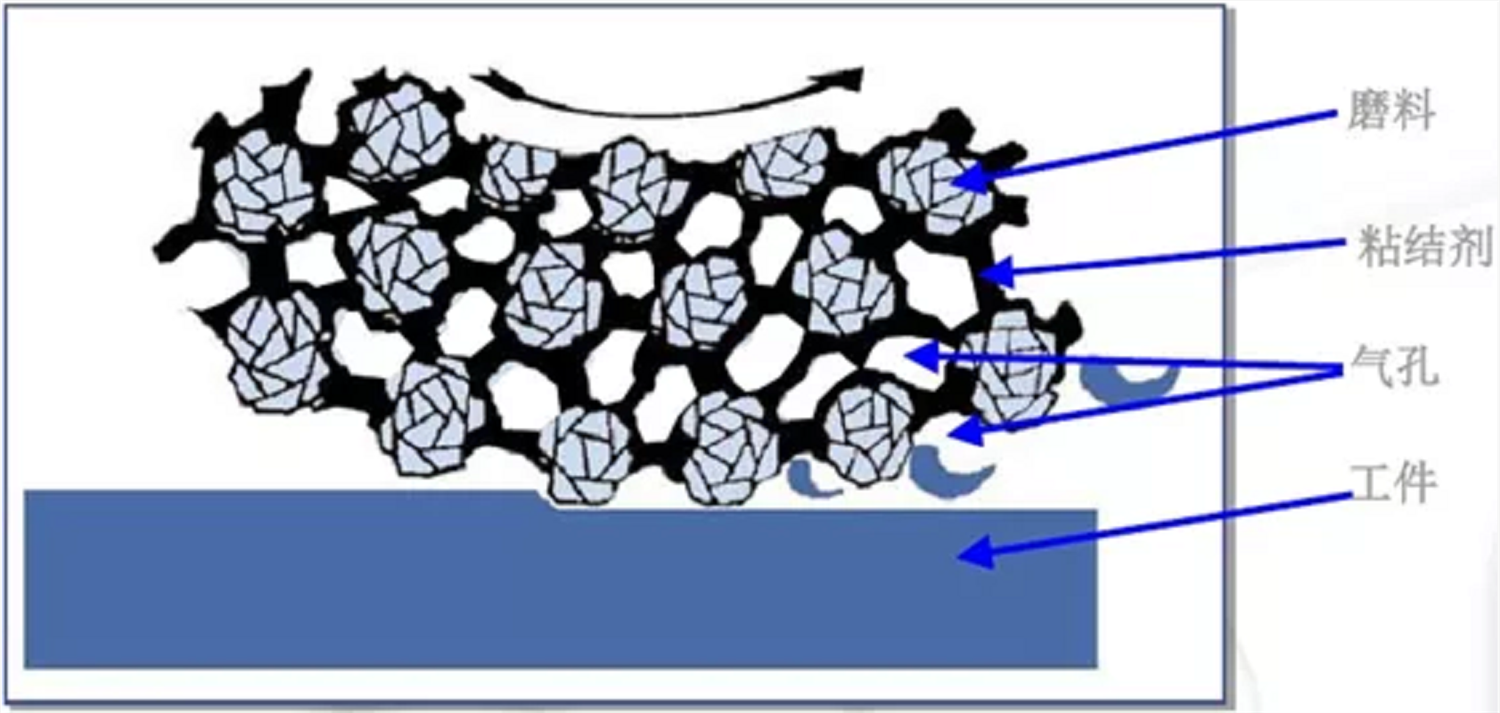
-单位体积内磨粒的数量
-高浓度:低的单位受力
-低浓度:高的单位受力
金刚石切割片的选择 | |
应用 | 切割片 |
PCB、塑料、纤维复合材料或软质有色金属 | DP电镀金刚石切割片 |
硬质,脆性材料,包括陶瓷、复合材料、碳化物和稀有金属 | DR树脂金刚石切割片 |
硬质,较脆的材料如玻璃、陶瓷和矿石 | DM金属基金刚石切割片 |
硬质黑色金属,大多适用于高转速精密切割 | CBN-R树脂基氮化硼切割片 |
切割硬质钢、铁、钴、镍、铅基合金,大多适用于低速精密切割 | CBN-M金属基氮化硼切割片 |
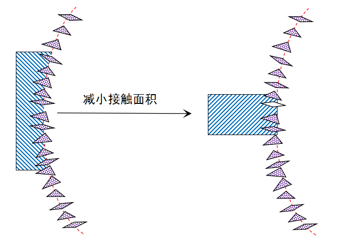
切割面越大,功率越大。
材料越硬,进给越慢。
以最小接触面积原则进行切割。
选择合适的样品夹具。
切割时应当使切割片与样品接触面积小且保持不变,从而使切割过程施加在切割片磨料上的压力尽可能小并保持不变。
-氧化铝:较软切硬金属
-碳化硅:较硬切软金属
-按使用性能选择
-粗粒切割速度快,细粒的切口光滑
-树脂
-橡胶
-树脂+橡胶
-消耗型:钝的磨粒不断脱落
-非消耗型:耐久
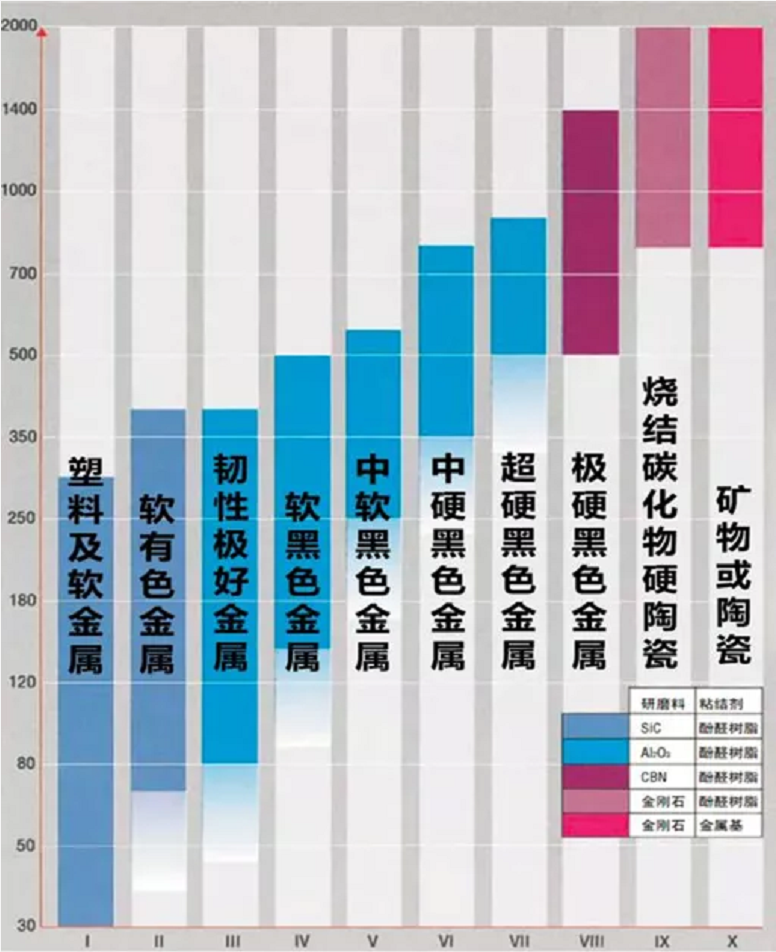
选择切割片时应:
1. 沿着上图中的Y轴从下往上找出待制样材料的硬度值。
2. 向右移动,直到跨过您所用的切割片所在的位置。
3. 找出相应切割片的号码(I-X),参看上表确定用于您的切割机的切割片正确代码。
只有砂轮片合适,才能保证切割的样品表面变形小、平整度好,以便快速地得到所需的制样结果。
#4

手动切割机
“砍式”切割转速连续可调
精密度中等
适合中等尺寸的金属等材料

精密自动切割机
多种切割模式(脉冲、自动变速)
非常精密,样品切割面变形层很浅
适用于小体积试样和PCB等电子材料

大型自动切割机
多种切割模式(脉冲、变速)
切割一致性好,切割平整光亮
适合大体积工件切割
切割转速以脉动方式进行,在低功率时有利于排屑和散热
切口平坦、均匀、光亮
表面损伤层更薄,切口损失小

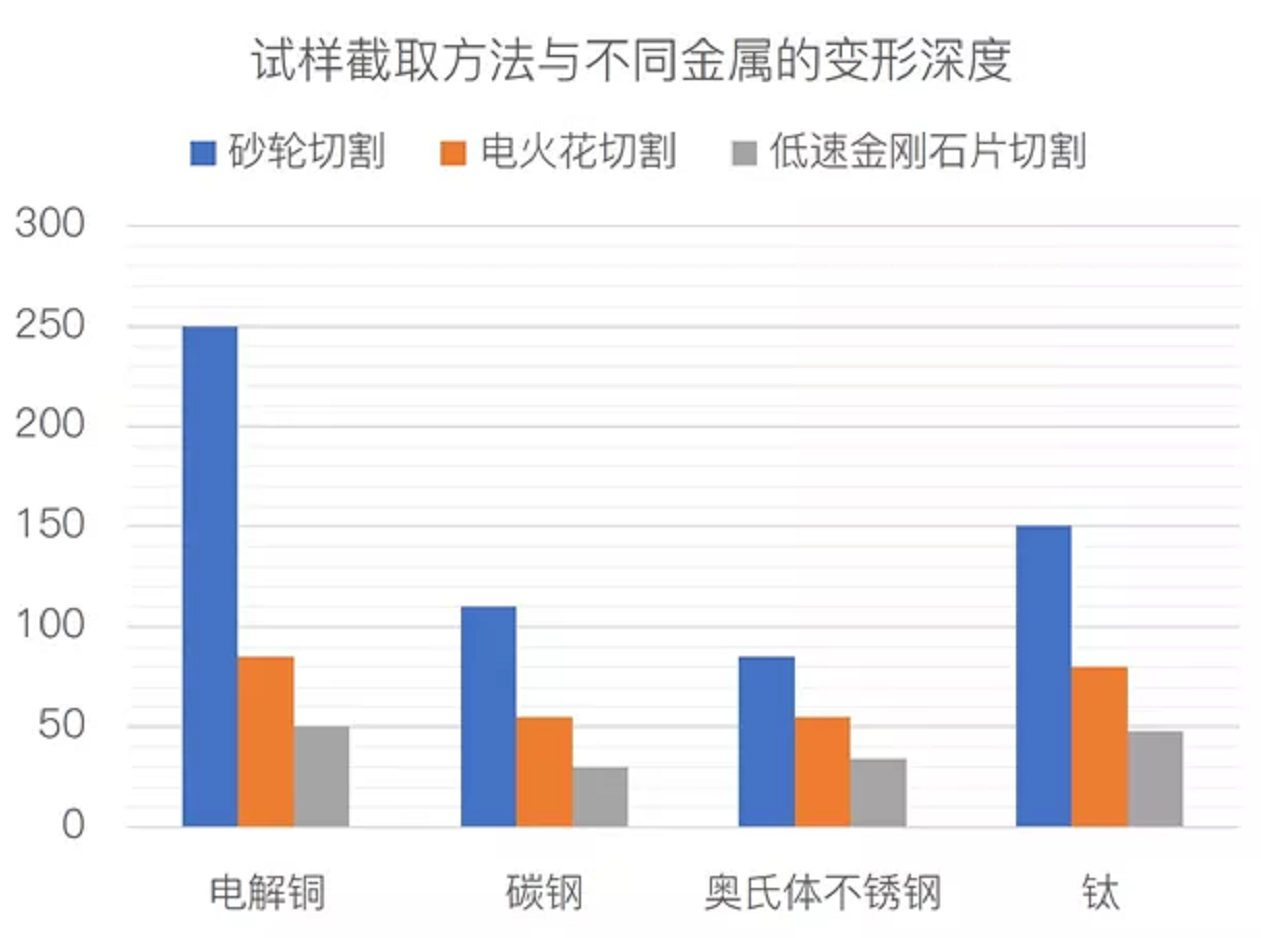
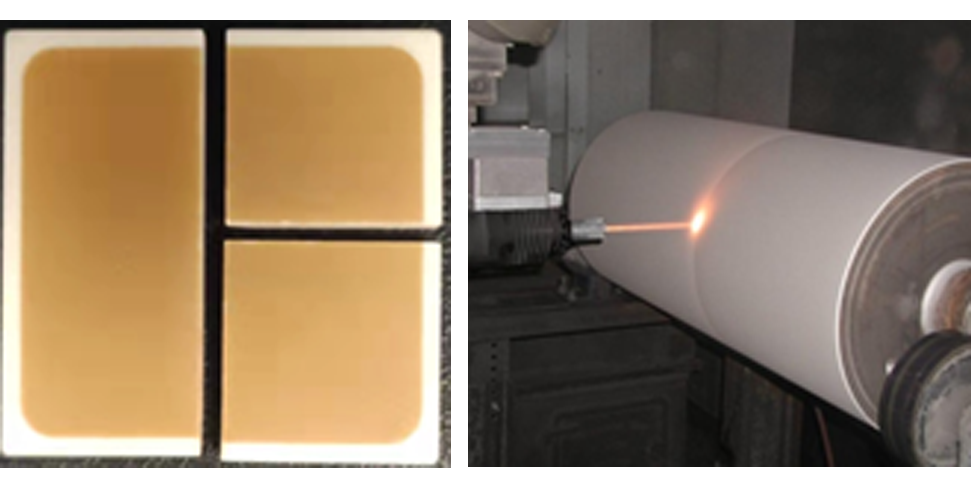
试样截取方法比较:氧化铝砂轮片切割(30m/s,片厚1.5 mm)、电火花切割、 低速金刚石片切割(转速5m/s,片厚0.4mm)。被切割的材 料有:电解铜、碳钢、不锈钢和钛,其变形层深度见下图。
切割损伤:切割时应尽量减少试样的损伤。
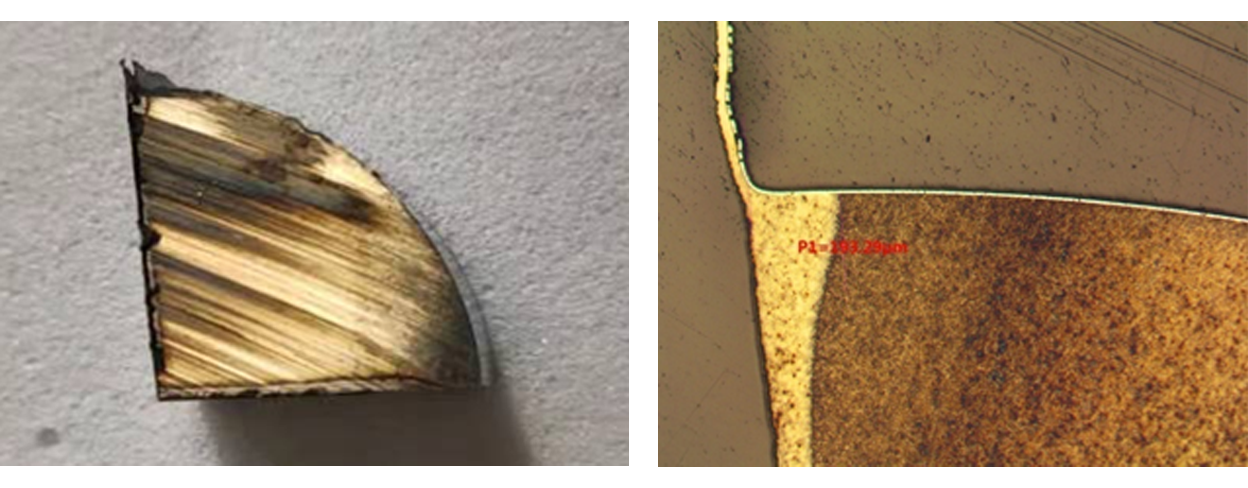
镀铬钢棒的切割热影响区
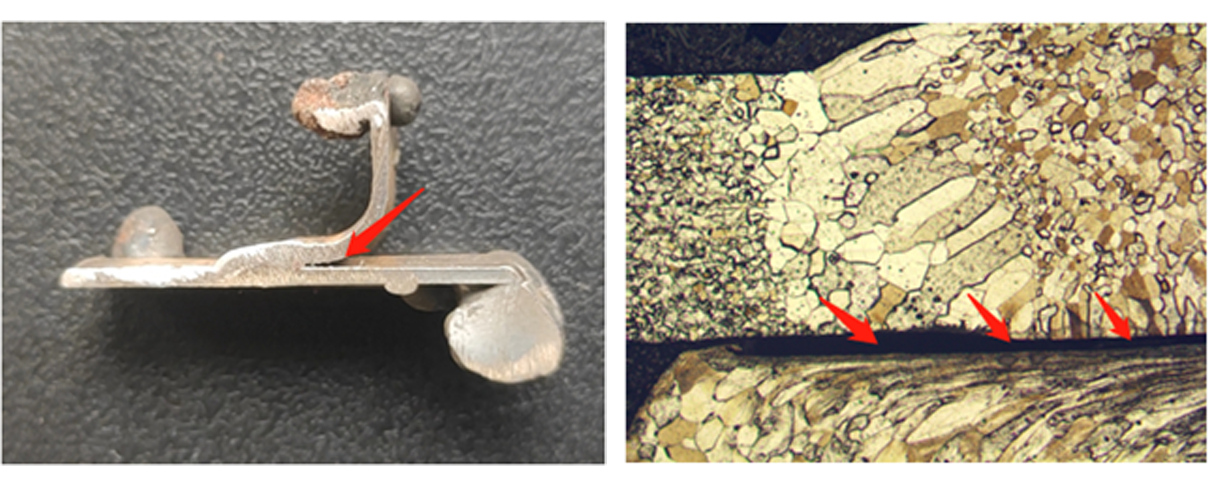
409不锈钢焊缝接头处因切割而变形的晶粒
热喷涂层、氧化物涂层或陶瓷涂层等:
易脆、易碎
热敏感易脱落
保证涂层始终朝向基体受压
涂层侧垫橡胶或其他软物保护
螺栓、减速器外壳等不规则形状零部件:
装夹困难
容易在切割结束时夹切割片
使用特制夹具
夹持时使工件向两侧受拉
陶瓷等硬脆材料:
硬材料切割困难
切割时放生碎裂、崩边

使用金刚石切割片
设置适当的参数(高转速、高载荷)



