









 环形刀 → 刀具架 → 长形气缸 → 辊轮 →阻抗器 → 拉 杆 → 进气口→ 刀杆固定板
环形刀 → 刀具架 → 长形气缸 → 辊轮 →阻抗器 → 拉 杆 → 进气口→ 刀杆固定板
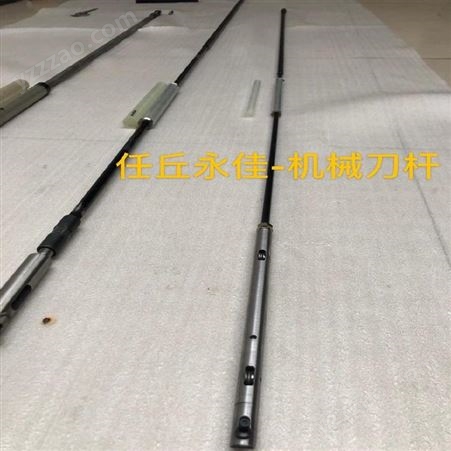
把组装完好的刀杆放入即将成型钢管中。刀杆固定板固定在架带有导向片的机架侧面上用螺栓固定好。环形刀的位置在两架外毛刺刨刀之间。阻抗器前端头位于挤压中心处20~30mm处。磁棒内通有较高压力的冷却水。把有稳定压力的气源接上。启动焊管机组,待达到一定的焊速和焊接温度时。有电磁阀控制开启给刀杆通有稳定压力的气体。在压力的气体的作用下把长形气缸推出使刀具架抬起,环形刀切入移动的高温內焊筋中,调整压力可控制清除內焊筋的多少。等到带钢头尾接头时提前2~3米把电磁阀关闭使刀杆落下。待带钢头尾接头通过环形刀后在把刀杆升起清除內焊筋。














所有评论仅代表网友意见,与本站立场无关。