









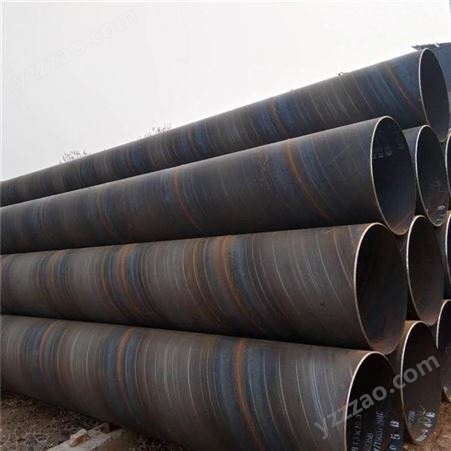
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。


直缝管是焊接钢管的一种,指焊缝与钢管纵向平行的钢管。按壁厚分类有薄壁直缝管和厚壁直缝管;按形状分类有圆形管、方形管或异形管;按用途分类有一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。


直缝钢管英文(Straightsteel pipe),一般焊管:一般焊管用来输送低压流体。用Q195、Q215A、Q235A钢、Q235B普碳制造 。也可采用易于焊接0317标准型号6012及钢母755软钢共同制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。


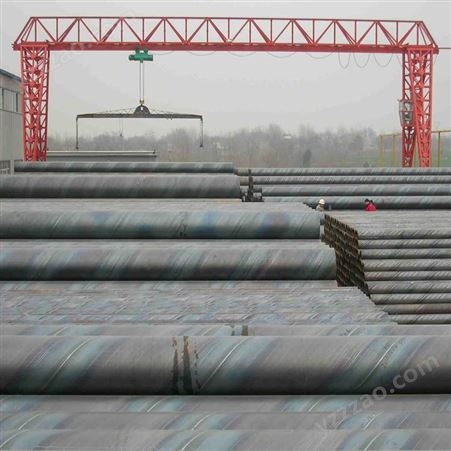
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。








所有评论仅代表网友意见,与本站立场无关。