


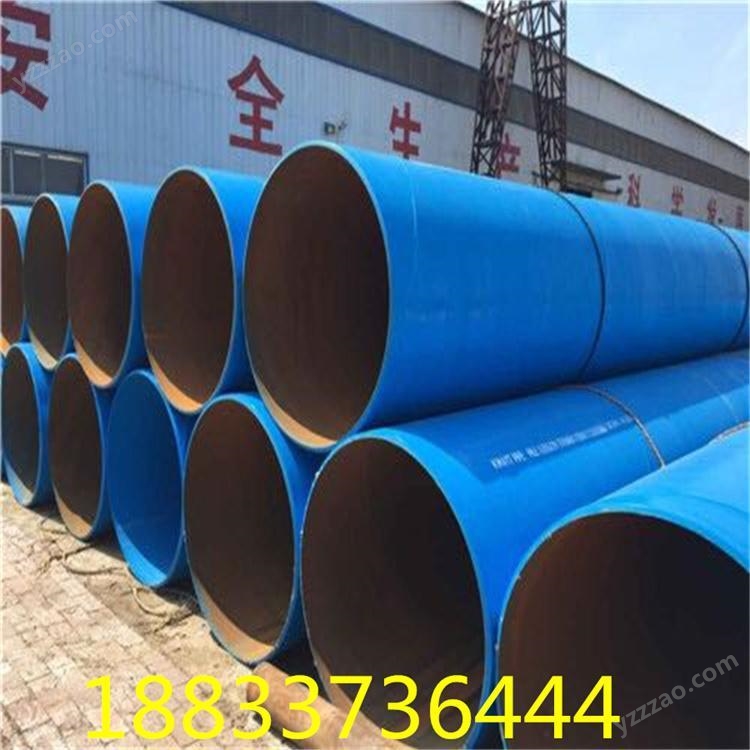




鑫展 螺旋管 涂塑聚氨酯保温螺旋钢管 波纹焊接管 三油两布3pe防腐钢管
聚氨酯保温管道生产工艺
①热轧聚氨酯保温管道主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)聚氨酯保温管道主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的聚氨酯保温管道的生产工艺可以分为冷拔与热轧两种,冷轧聚氨酯保温管道的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧聚氨酯保温管道要短于热轧聚氨酯保温管道,冷轧聚氨酯保温管道的壁厚一般比热轧聚氨酯保温管道要小,但是表面看起来比厚壁聚氨酯保温管道更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧聚氨酯保温管道的交货状态一般是热轧状态经过热处理后进行交货。热轧聚氨酯保温管道在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,最后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 聚氨酯保温管道是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。聚氨酯保温管道的规格用外径*壁厚毫米数表示。
聚氨酯保温管承受压力计算方法简单介绍
一:以知聚氨酯保温管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)
压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)
二:以知无缝管无缝钢管外径和承受压力求壁厚计算方法:
壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)
三:钢管压力系数表示方法:
压力P<7Mpa 系数S=8
7<钢管压力P<17.5 系数S=6
压力P>17.5 系数S=4
商家提示:小口径无缝钢管厂,45号无缝钢管,热扩无缝钢管。
聚氨酯保温管一支重量计算公式
外径:D,壁厚:s;长度:m重量:kg
(D-S)*s*0.02466*m=kg
聚氨酯保温管钢原料热处理注意事项
聚氨酯保温管在使用的过程中会对其进行热处理,而所谓的热处理指的就是采用固溶热处理,也就是大家平时所常说的“退火"那么当我们在进行热处理的过程中有哪些需要注意下呢,下面聚氨酯保温管厂与大家一起来了解下。
炉体密封性。采用光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;那么在其中最容易跑气的地方是退火炉进管子的地方和出管子的地方,并且这个地方的密封圈特别容易磨损,因此在平时大家要经常检查经常换。
聚氨酯保温管钢原料热处理注意事项
退火气氛。这一般都是采用纯氢作为退火气氛,而气氛的纯度是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽。
另外还有一点需要注意,也就是炉内水汽,其中一方面在检查炉体材料是否干燥,尤其是在初次装炉,炉体材料必须要烘干;二是进炉的螺旋钢管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。
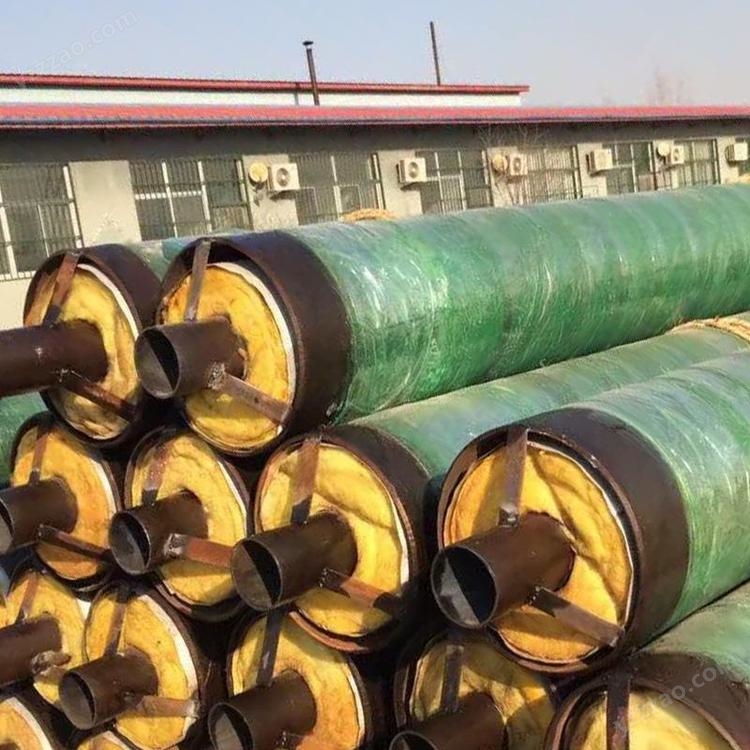
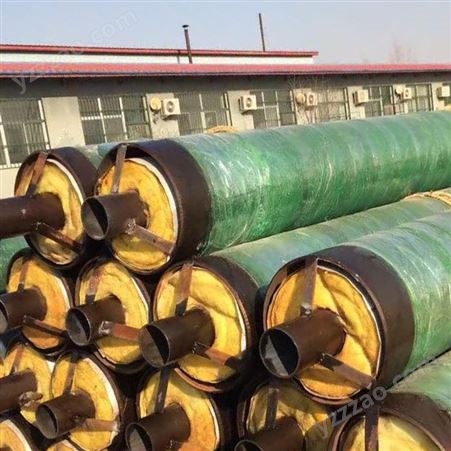
钢套钢保温管进行保温处理的技术要求
钢套钢保温管进行保温处理后人们习惯称为保温钢管,保温钢管的保温层是由硬质聚氨酯泡沫塑料填充而成的,对于钢套钢保温管的保温层质量要求有如下几点:
1.聚氨酯泡沫塑料应无污斑、无收缩分层开裂现象。泡孔应均匀细密,泡孔平均尺寸不应大于0.5mm。
2.钢套钢保温管的保温层应均匀的充满工作钢管与外护管间的环向空间。任意保温层截面上空洞和气泡的面积总和占整个截面积的百分比不应大于5%,且单个孔洞的任意方向尺寸不应超过同一位置实际保温层后的三分之一。
3.保温层任意位置的聚氨酯泡沫塑料密度不应小于60kg/m3。
钢套钢保温管进行保温处理的技术要求
4.钢套钢保温管的保温层径向压缩强度或径向相对变形为10%时的压缩力不应小于0.3Mpa。
5.聚氨酯保温层吸水率不应大于10%。
6.聚氨酯泡沫塑料的闭孔率不应小于88%。
7.保温层的厚度应符合设计规定,并应保证运行时外护管表面温度不大于50℃。
8.未进行老化的聚氨酯泡沫塑料在50℃状态下的导热系数λ50不应大于0.033[W/(m·K)]。









所有评论仅代表网友意见,与本站立场无关。