









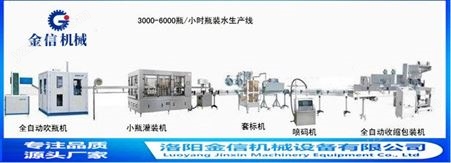
一、生产工艺流程(PET拉吹工艺)
瓶坯注塑成型→机器储坯部份(以下自动)→瓶坯烘烤(温度调整)→拉伸吹瓶(拉伸→口吹气→排气→口、杆同吹→关闭口吹→定型 )→取出制品→检验入库。
二、全自动高速吹瓶机主要特点:
1、系数高:无人身伤害隐患,避免了半自动用人工取瓶的危险,减少了事故造成的损失,提高了生产效率。
2、高速:新品机型一台相当于原来6台半自动机效率。
3、省工:机器单人操作或单人同时操作多台,节约了3至4倍劳动力。
4、性能稳定:采用进口触摸屏式人机界面电脑,具有性能、快速、稳定性强。结构简单,烘箱于主体采用滑道式一体化,维修方便。
5、采用红外线灯管加热、穿透力强加热均匀,合理通风系统能充分保证瓶坯加温和容器口的稳定。PLC独立分段控温,烘道设计合理,可翻转,且前后上下可调。瓶坯加热距小,加热速度快,比普通加热系统节能40。瓶坯进入烘箱,瓶颈向上,由于有的烘箱和通风系统,瓶颈和轴不致于过度加热瓶坯表面甚至是厚的瓶坯和高生产率的产品也能很好的被避免被结晶化。为确保吹瓶的成品率,烘箱在衡量机器的使用性能中处于非常重要位置,本机器的烘箱结构采用当前的红外辐射加热节能技术,温度控制采用自动反馈、闭环调节模式。
6、检测元件选用日本欧姆龙omron电器,强电控制选用进口名优产品,性能可靠、反应。
7、具备自动、自动故障检测判断动能。
8、可储存多种不同瓶子的吹瓶工艺参数,更换不同模具及瓶坯时,可直接从电脑调取无需重新调整数据,操作非常简便。
9、选用德国、日本、进口气动元件,确保高速运行率。
10、具有灵敏性高、切换速度快、故障率低,运行可靠,整机采用的超标准防震动整体结构,在机器高速运行的情况下将震动降至,大大的延长了配件的使用寿命。
11、气路设计动作和吹气分为二部分,以满足吹瓶、动作不同气压的需求,实现高气压吹制品。可选购高压吹瓶排气回收系统,可节约10-15%的气源。
12、采用双曲肘、主连杆铰链机构锁模力强、具备高压吹瓶时合模增压功能,动作平稳可靠。
13、开合模移动部件采用高速直线导轨,具有高耐磨性能、开合模高速运行轻快无震动等优点。








所有评论仅代表网友意见,与本站立场无关。